MPT - Anodizace (elox.), polymerace a utěsnění - slitin hliníku a titanu. Multimodální přípravek - III Hard coat anodizing.
MPT (multifunkčí povrchová úprava) - Anodizační multifunkční přípravek (DI dual-inhibitor), vysoce výkonný multimodální superhydrofobní přípravek, s vysokým ředícím poměrem pro slitiny hliníku a titanu.
Jde o metodu"IN-SITU" tedy v překladu „na místě“ nebo „v rámci jednoho kroku“, u tohoto přípravku.
Průmyslový multimodální patent - Environmentálně šetrný: šesti-funkční, duální anodicko-katodický přípravek pro - eloxování slitin hliníku, včetně titanu elektrolýzou - III Hard coat anodizing,  se superhydrofobní vrstvou
se superhydrofobní vrstvou
 . AD/MD/PM/SIS - slitin hliníku a slitin titanu, včetně - utěsnění povrchů kovů, dále ECI-electrochemical dual inhibitor a MOF metal-organic framework.
. AD/MD/PM/SIS - slitin hliníku a slitin titanu, včetně - utěsnění povrchů kovů, dále ECI-electrochemical dual inhibitor a MOF metal-organic framework.
Přípravek je navržen jako - Environmentálně šetrný „low-emission coating technology“, (ekologičtější“ v průmyslovém kontextu - mají nižší toxicitu, splňují REACH, RoHS). VYRÁBÍME POUZE pro profesionální účely: IBC - 1000/600 l / Kanystr - 25 l / Vysoký ředící poměr.
Tento produkt je patentován v ČR, včetně realizace EP patentu - viz Evropský patentový úřad.
Produkt zatím není dostupný k objednání, ale brzy jej zařadíme do naší nabídky. Děkujeme za trpělivost a zájem.
MPT - anodizační multifunkční superhydrofobní přípravek pro vícestupňové (multimodální) povlakování slitin hliníku a titanu (DI, dual-inhibitor, viz níže).
Přípravek zahrnuje kumulativně - 6 funkcí:
 1. Anodizace elektrolitická – slitin hliníku a titanu (pomocí PM směsí, které se aplikují na povrch kovu).
1. Anodizace elektrolitická – slitin hliníku a titanu (pomocí PM směsí, které se aplikují na povrch kovu).
2. III-Hard coat anodizing - anodizace/eloxování ponorem slitin hliníku a slitin titanu
3. Zasíťování povrchů kovů - PM-depozicí vrstev/MOF (AD/MD/SIS) - slitin hliníku a titanu (za použití elektrolýzy). PM METALIZACE - jde o nově vznikající koncept aditivní výroby (Additive Manufacturing - vrstvením materiálu).
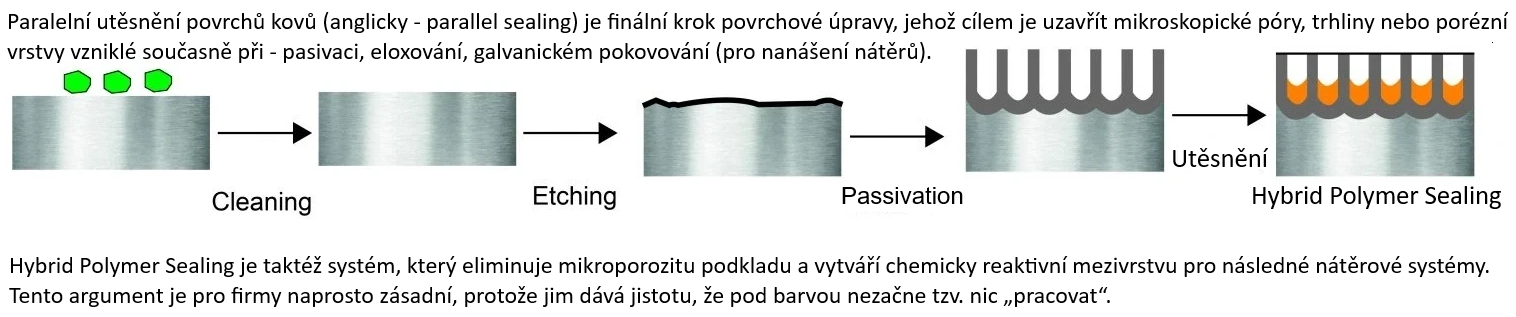
4. Utěsnění povrchů kovů (Parallel sealing) slitin hliníku a slitin titanu - souběžně s anodizačním procesem dochází k - AD/MD (depozicí) našeho přípravku (NELZE NÁSLEDNĚ BARVIT HLINÍK...).
5. DUAL-INHIBITOR (DI anodicko-katodický, neboli smíšený inhibitor) - k výše uvedenému využíváme mimo jiných funkci také ECI – Elektrochemický duální inhibitor (ECI-electrochemical dual inhibitor) jde o inhibitor koroze, který využívá elektrochemické techniky, jako je potenciodynamická polarizace a elektrochemická impedanční spektroskopie (EIS), k vyhodnocení své schopnosti poskytovat duální nebo synergickou ochranu proti korozi na kovovém povrchu současným bráněním anodickým i katodickým reakcím. Tyto duální inhibitory vytvářejí ochranné vrstvy prostřednictvím mechanismů, včetně fyzikálně-chemisorpční reakce, snižují hustotu korozního proudu a zvyšují polarizační odpor, což vede k vysoké účinnosti inhibice (často nad 95 %) a poskytuje pasivní i aktivní ochranu.
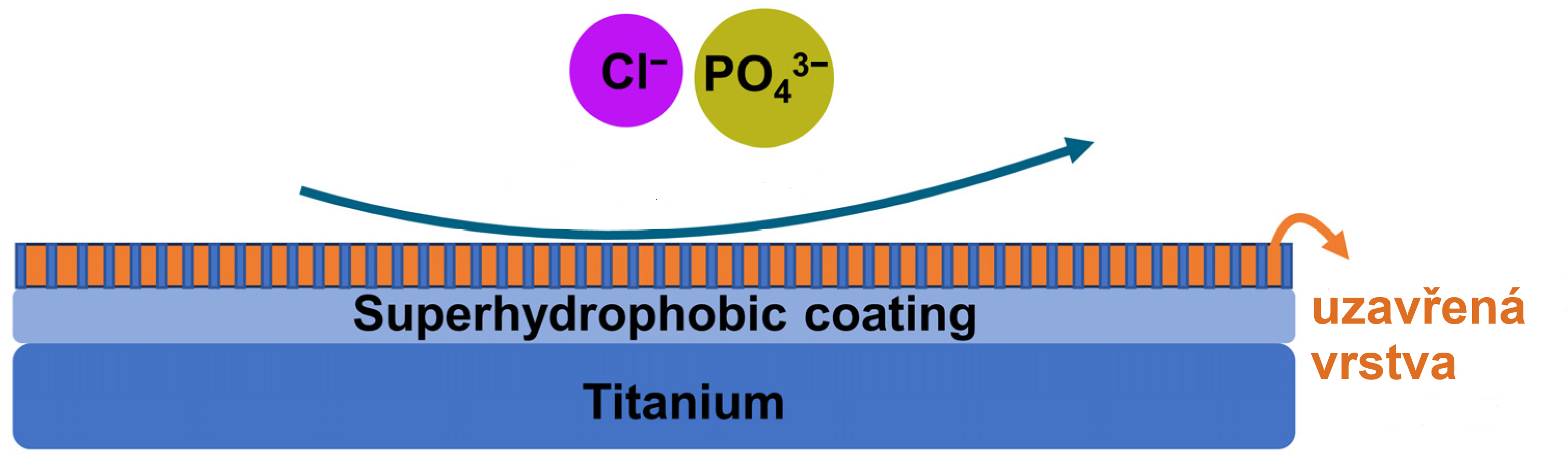
6. Vytváříme SUPERHYDROFOBNÍ POVRCH - tím se označuje materiál nebo povrch, který extrémně odpuzuje vodu. Takový povrch má tzv. kontaktní úhel vody větší než 150°, což znamená, že kapky vody po něm téměř „tančí“ – nekontrolovaně se odvalují a nevsakují se.
7. Multifunkční povrchová pasivační úprava (MPT - Multifunctional passivation treatment) je označení pro moderní postup chemické nebo elektrochemické úpravy povrchu kovů, jehož cílem je vytvořit tenkou ochrannou vrstvu, která plní několik funkcí současně. Používá se především u oceli, hliníku, zinku a jejich slitin.
8. Upozornění – vzhledem k tomu, že dochází při eloxování/anodizaci i k utěsnění povrchů pórů kovů, není možné již kovy barvit v dalším roztoku (barvení po anodizaci a souběžném utěsnění) !
Výhody našich superhydrofobních povrchů - III Hard-anodized (možnosti - MIL-A 8625 Typ III pro hliník / AMS 2488 – Aerospace Material Specification Typ II - pro Titan / ASTM F86 - Metallic Surgical Implants):
Superhydrofobní znamená extrémně vodoodpudivý – voda se na povrchu nespojí a tvoří kuličky, které ihned stečou po kovu.
Proti námraze - povrchy odpuzují kapky vody a zabraňují tvorbě ledu.
Samočištění - kapky vody sklouzávají z povrchu a sebou nesou nečistoty a prach.
Mechanická odolnost - vykazují robustní přilnavost a odolnost vůči oděru.
Toto superhydrofobní působení umožňuje vytvoření vzduchové vrstvy při usazování kapky na pevný povrch, čímž se kapka nastaví na - Cassie-Baxterův kontakt, udrží se její kulovitý tvar a zabrání se smáčení hierarchických struktur kapalinou. Schopnost udržet nebo znovu získat Cassie-Baxterův kontakt je proto klíčovým faktorem při trvanlivosti superhydrofobnosti. Vzhledem k nízké adhezi a malé kontaktní ploše mezi kapkou kapaliny a pevným povrchem jsou superhydrofobní povrchy považovány za slibné kandidáty v oblasti antikorozní ochrany, samočištění, ochrany proti znečištění, separace oleje a vody atd.
Upozornění – vzhledem k tomu, že dochází při eloxování neboli anodizaci i k utěsnění povrchů pórů kovů, není možné již kovy barvit v dalším roztoku (barvení po anodizaci a souběžném utěsnění) ! Splňujeme přísné normy pro ochranu životního prostředí, jako je nařízení REACH a RoHS.
AMD/MLD - Atomární a Molekulární depozice vrstev ocelí a slitin hliníku: K technologii je taktéž vypracován (na vědeckém základě) komplexní rozbor - proč a jak by metoda depozice „ADL a MDL“ mohla nahradit galvanické pokovování.
Ve zkratce - zatímco galvanizace využívá zinkový povlak, naše technika zahrnuje při pasivaci / eloxování / a také nanesení MOF/ADL/MDL vrstvy na povrch kovu, čímž se vytvoří bariéra, která brání korozivním prvkům v dosažení podkladového kovu.
Náhrada za Galvanické zinkování (galvanostegie) pro C-1 a C-2 skupiny.
Dle výše uvedeného bodu 4. - utěsnění kovů při anodizace / Parallel sealings naším přípravkem - utěsnění slitin povrchu kovů, při souběžné pasivaci - PM a AD/MD/SIS - makromolekulární depozici.
Zastaralé typy koncentrovanějších elektrolytů (přípravků), vysoké teploty a faktory dlouhých procesních časů, které upřednostní rozpuštění filmu v elektrolytu, mohou produkovat měkké, práškové, houbovité nebo snadno otřepené filmy - efekt stupně III Hard coat anodizing (Vickers Microhardness), je způsoben především zředěnými elektrolyty, z tohoto důvodu tvrdý elox produkuje s koncentrovanými elektrolyty a vysokými teplotami nejednotnou tvrdost a opotřebení odporu po celém filmu, film je slabší blíže hornímu povrchu. TYTO METODY a zastaralé přípravky NEPOUŽÍVÁME !
Využíváme funkci ECI (ECI-electrochemical dual inhibitor).
Elektrochemický duální inhibitor (ECI-electrochemical dual inhibitor) je inhibitor koroze, který využívá elektrochemické techniky, jako je potenciodynamická polarizace a elektrochemická impedanční spektroskopie (EIS), k vyhodnocení své schopnosti poskytovat duální nebo synergickou ochranu proti korozi na kovovém povrchu současným bráněním anodickým i katodickým reakcím. Tyto duální inhibitory vytvářejí ochranné vrstvy prostřednictvím mechanismů, včetně fyzikálně-chemisorpční reakce, snižují hustotu korozního proudu a zvyšují polarizační odpor, což vede k vysoké účinnosti inhibice (často nad 95 %) a poskytuje pasivní i aktivní ochranu.
Přípravek optimalizuje alokaci zdrojů – časový souhrn několika operací (současně probíhá - anodizace, neboli eloxování MOF/AD/MD potahování / utěsnění povrchu přípravkem, výše uvedených slitin kovů), levnější nákup a zejména likvidace a vyšší ochrany zaměstnanců.
Patentovaný přípravek, jehož podstatou je - kombinace látek pro anodizační, polymerační a čistící roztok: 
Podstatou technického řešení je přípravek s – atomární a molekulární depozice vrstev - anodizace, polymerace, utěsnění povrchů kovů.
1. Anodizace/eloxování a současně pasivace dvou druhů kovů (III Hard coat anodizing) – tzn. slitiny hliníku a titanu (elektrochemickou cestou).
2. Atomární a Molekulární depozice vrstev: MLD a ALD - Atomic Layer Deposition - metoda použitá v přípravku, včetně - chelatace* a adsorpce*.
3. BIOSWITCH látka pro - anodizaci/eloxování (III Hard coat anodizing), neboli eloxování především slitin hliníku a titanu.
4. Polymerace "In situ" - při které se utváří koordinace atomů do pevné molekulární struktury u slitin hliníku a titanu.
5. Souběžné utěsnění* povrchu kovů pomocí naší metody - utěsnění ("In situ") chrání kovy před korozí a zvyšuje jejich trvanlivost. Při utěsňovaní povrchů kovů se pórovitá struktura oxidu uzavírá, čímž nabývá vysokou korozní odolnost.
Anodizace neboli eloxování:
Anodizace / eloxování typu I - dobrá odolnost proti korozi, ale nižší tvrdost než u typů II a III, povrch materiálu (elektrolýzou) elektricky vodivý. Eloxování typu I (eloxování např. kyselinou chromovou) - využívá elektrolyt na bázi kyseliny chromové v anodizační lázni.
Anodizace / eloxování typu III - naším přípravkem (tvrdé eloxování - III Hard coat anodizing) - neboli tvrdá anodizace, zahrnuje roztok a nižší teploty lázně. Výsledkem je podstatně silnější vrstva oxidu. Tím se výrazně zvyšuje povrchová tvrdost kovů a často dosahuje tvrdosti kovů. Výsledkem je, že eloxování typu III nabízí vynikající ochranu proti opotřebení, což z něj činí nejlepší volbu pro díly používané ve vysoce namáhaném nebo drsném prostředí.
Eloxovaný hliník není elektricky vodivý, což znamená, že funguje jako izolant. Proces eloxování tvoří vrstvu oxidu hlinitého (Al2O3) na povrchu hliníku. Oxid hliníku je izolant, což znamená, že nevodí elektřinu. Proto anodizovaný hliník ztrácí svou elektrickou vodivost v oblastech, kde je přítomna oxidová vrstva.
Přípravek pro - eloxování/anodizaci, polymeraci - AD/MD/PM/SIS, podrobněji:
1. Eloxování výše uvedených kovů - elektrochemickou ochranu povrchů. Komplex účinných látek - zásadním způsobem odstraňuje oxidy hliníku.
- hliníkový nebo titanový díl se ponoří do elektrolytu
- hliníkový nebo titanový díl se připojí jako anoda (proto název anodizace)
- elektrický proud způsobí oxidaci povrchu hliníku → vzniká vrstva oxidu hlinitého (Al₂O₃)
2. Anodizace kovů, tzv. III Hard coat anodizing, viz dále - neboli eloxování slitin hliníku a také slitin titanu. Eloxování provádíme standardním procesem - elektrolyticky. Eloxování neboli anodizace - slitin hliníku nebo titanu elektrochemickou cestou ochranu povrchu, je druh úpravy kovů naším pasivačním/anodizačním přípravkem.
3. AD/MD/PM/SIS - depozice, s polymerací kovů - při níž jsou aktivními centry ionty nebo páry iontů. Je to chemická reakce, při které z malých molekul vznikají vysokomolekulární látky, čímž se utváří ochranná vrstva. Metalizace polymerů je atraktivním řešením pro zajištění - eroze (koroze), zvýšené elektrické vodivosti, tepelné vodivosti, elektromagnetického interferenčního stínění apod.
− snížené účinky související s teplem, jako je deformace povrchu a vznik zbytkového napětí, tvorba dutin, fázová transformace a další mikrostrukturální změny v povlacích
− žádná chemická reaktivita ani tendence k oxidaci
− zmírnění fáze křehnutí spolu s makro a mikro segregací legujících prvků během tuhnutí
− zvýšení zbytkového napětí v tlaku v důsledku efektu zplošťování
− schopnost zpracovávat velké nebo složité povrchové díly
Obecně Atomární depozice/Molekulární depozice/PM poskytuje hlubší vložení ve srovnání s kovovými substráty. Depozice kovového povlaku se skládá z dvoustupňového procesu, včetně tvorby první vrstvy a následného nahromadění povlaku. Metoda zahrnuje ochranu kovů, přičemž jde o proces vytváření adsorpčních nebo tenkých fázových ochranných vrstev na povrchu kovu.
4. Utěsnění povrchu kovů (pórů) pomocí naší metody - abychom uzavřely mikroskopické póry kovů, tak tyto jsou utěsněny pomocí naší metody AD / MD... a také metody chemického utěsnění a to formou procesu na makromolekulární úrovni. Poréznost povrchu kovu je nežádoucí vlastnost, která vede ke snížení mechanických vlastností a trvanlivosti.
5. Zohlednily jsme také následné barvení kovů po anodizaci. Vzhledem k tomu, že barevná anodizace tvoří cca. 10–20 % objemu anodizací, tak tuto záležitost nezahrnujeme do našeho patentovaného přípravku. Na druhé straně je možný postup barvení přímo v anodizačním roztoku. Tento postup je vhodné provádět nejprve PRE-TESTEM, pro potvrzení kladného výsledku.
*Citace odborného vědeckého článku: Z tohoto důvodu, tvrdé eloxování s koncentrovanými elektrolyty a vysokými teplotami produkují nejednotnou tvrdost a opotřebení odporu po celém filmu, film je slabší blíže hornímu povrchu. (Tento článek patří ke zvláštní otázce koroze a ochrany v leteckých slitinách).
V případě anodizace vytváříme tzv. Superhydrofobní povrchy, včetně parallel sealing, s vynikajícími antikorozními vlastnostmi pomocí naší směsi. Výhody superhydrofobních povrchů: Tvrdý anodizační povlak nebo jednoduše hustý anodický povlak na hliníku (titanu) a dle nových vědeckých poznatků i na ocelích (viz náš přípravek). Superhydrofobní povrchy vytváří tzv. - Cassie-Baxterův kontakt. Cassie–Baxterův stav nastává tehdy, když se kapka vody nedotýká celého povrchu, ale tzv. "sedí" na vrcholcích mikro/nanostruktur, zatímco pod ní zůstává vzduch.
Záznamy nebyly nalezeny...